-

广州易脉信息科技有限公司
主营:仓库管理系统(WMS),家具生产管理系统(MES),条码管理系统,ERP - 13668944133

广州易脉信息科技有限公司
主营:仓库管理系统(WMS),家具生产管理系统(MES),条码管理系统,ERP 14
14
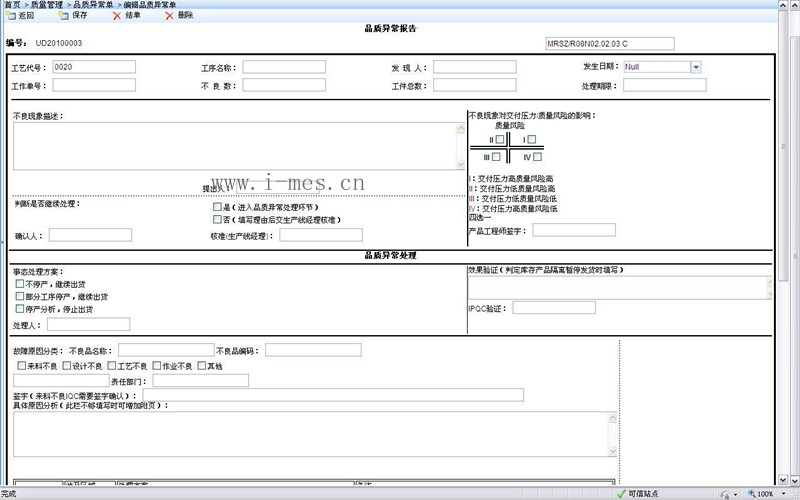
IN-MES系统质量管理包含三个方面:质量控制(QC)、质量流程管理(QF)、质量分析(QA) 质量流程管理 管理作业执行中的质量问题,并做相应处理,以保证产品的质量 l 异常处理 采用工作流程方式,预定义异常处理流程:操作人员报告异常;根据业务流程中设定的异常处理审批流程,异常通知会提交给*人员或部门;*对象处理异常现象,填写或选择异常原因,确定批次的下一步运行;操作人员根据指示进行处理。 l 异常现象 设置异常现象到I-MES系统中 l 异常原因 设置异常原因到I-MES系统中 l 异常级别 设置异常的严重级别 l 异常综合统计 统计*产品*批次的异常状况,包括数量、现象、原因、处理方式及异常所在工序 l 事故人员统计 统计异常责任人 l 异常综合图表 统计分析*时间段内的异常情况,并以图表形式显示出来 l 作业控制 系统通过预先的计划或设定确保操作人员在作业的时候能够采用正确的方法。 l 物料控制 物料控制包括两个方面:生产过程中的物料控制、生产准备时的物料控制。系统能够提供以下信息:物料记录、物料不匹配报警、物料不匹配记录。 l 操作人员控制 操作人员控制主要是:记录操作人员的作业过程、控制操作人员的作业资格。 质量分析SPC图 l SPC 规则定义 设定SPC 获取数据的规则。用户首先需要设定规则名称、规则描述。选择是计量项目规则还是计数项目规则,设定规则对应的图表类型,设定每组样本数量(在2~25 之间),设定组数。 l SPC 项目设定 设定SPC 监控项目的相关信息:SPC 项目名称,项目描述,SPC 控制目标(SPC 控制目标可查询后再选择),设定取样间隔,设定取样时间,设定SPC 项目对应的规则。 l SPC 工艺SPC:系统通过获取工艺完成之后或完成过程中的测量参数的收集,结合与定义的产品的工艺目标进行比对来控制产品的质量。工艺SPC 主要管控的方面包括:工艺参数的变动、测量值的变动。 工作单元SPC:通过系统自动收集或手动录入的数据监测工作单元作业状况的异动。 **出SPC 控制限度时系统的反应方式:停止批次、提醒用户。 SPC 各种控制、推移图。 欲进一步了解质量管理系统,请咨询我们专门行业顾问:? 020-61240555 我们将竭诚为您服务!详情/zhiliang/2012/1107/993.html